La sicurezza dei robot industriali secondo EN ISO 102018
La norma EN ISO 102018 è una direttiva fondamentale per garantire la sicurezza dei robot industriali a partire dalla progettazione, al funzionamento e alla sicurezza degli operatori.

Definizione e classificazione dei robot industriali
Il concetto di robot industriale è definito dalla ISO 10218 come una macchina automatica multiuso programmabile e riprogrammabile, fissa o mobile; il robot è in grado di manipolare materiali, parti, strumenti o dispositivi specializzati per eseguire varie attività senza intervento diretto dell’uomo. I robot industriali sono progettati per migliorare l’efficienza e la convenienza nei processi produttivi, riducendo i tempi di lavoro e aumentando la precisione delle operazioni.
Nella valutazione dei rischi bisogna tenere in considerazione una serie di fattori fondamentali relativi al funzionamento e all’impiego del robot industriale. In primo luogo, è essenziale considerare le operazioni previste del robot: tra queste si comprendono l’insegnamento delle procedure, la manutenzione regolare, l’impostazione dei parametri e la pulizia dopo l’uso. Tuttavia, è altrettanto importante considerare gli imprevisti, come un avvio inatteso, che potrebbe richiedere un intervento immediato da parte del personale da tutte le direzioni per prevenire eventuali danni o incidenti. Un altro aspetto da considerare è l’uso improprio del robot, che potrebbe essere ragionevolmente prevedibile e comportare rischi significativi se non gestito correttamente. Inoltre, è fondamentale valutare l’effetto di un guasto nel sistema di controllo, poiché potrebbe compromettere la sicurezza del robot e degli operatori coinvolti. Infine, se necessario, è importante identificare e comprendere i pericoli specifici associati all’applicazione particolare del robot, adottando misure preventive adeguate per mitigare i rischi potenziali.
La classificazione dei robot secondo la ISO 10218 si basa sulla valutazione del rischio e prevede diverse categorie in base alle caratteristiche e alle capacità della macchina. La sicurezza dei robot è un aspetto fondamentale che deve essere preso in considerazione durante la progettazione, l’installazione e l’utilizzo dei robot industriali.
Requisiti generali di sicurezza per l’uso dei robot
ISO 102018 fornisce linee guida specifiche per assicurare che i robot siano progettati e utilizzati in modo sicuro ed efficiente. La corretta progettazione dei robot è essenziale ed è il punto di partenza per garantire la sicurezza funzionale e la resistenza meccanica necessarie ad affrontare le diverse situazioni operative. I materiali impiegati nella costruzione dei robot devono essere selezionati con cura, tenendo conto delle sollecitazioni a cui verranno sottoposti e delle normative vigenti in materia di sicurezza.
Lo sviluppo tecnologico ha portato a nuove applicazioni collaborative che richiedono un’attenta valutazione dei rischi e un’adeguata progettazione dei sistemi di sicurezza. La prestazione delle parti del sistema di comando deve essere accuratamente testata e verificata per garantire un funzionamento affidabile in ogni situazione.
La progettazione dei robot deve tenere conto delle varie fasi di utilizzo, dalla fase di programmazione a quella di esercizio, inclusi eventuali interventi di manutenzione. È fondamentale che i robot siano dotati di dispositivi di protezione adeguati per prevenire incidenti e lesioni agli operatori.
La norma EN ISO 102018 pone inoltre l’accento sull’importanza della formazione degli operatori, che devono essere informati sui rischi correlati all’uso dei robot e sulle corrette procedure da seguire per garantire la propria sicurezza. Ovviamente si devono poi effettuare regolari controlli e test per verificare la conformità dei robot ai requisiti di sicurezza stabiliti.
Protezioni fisiche e sistemi di sicurezza nei robot industriali
Nel contesto dei robot industriali, le protezioni fisiche e i sistemi di sicurezza rivestono un ruolo essenziale per garantire la manipolazione sicura degli operatori e la protezione delle attrezzature e degli ambienti circostanti. Le protezioni fisiche sono progettate per prevenire il contatto accidentale con parti mobili dei robot e per limitare l’accesso non autorizzato agli stessi. Queste protezioni devono essere progettate in modo da non compromettere l’efficienza operativa del robot, consentendo al contempo un’interfaccia sicura con gli operatori.
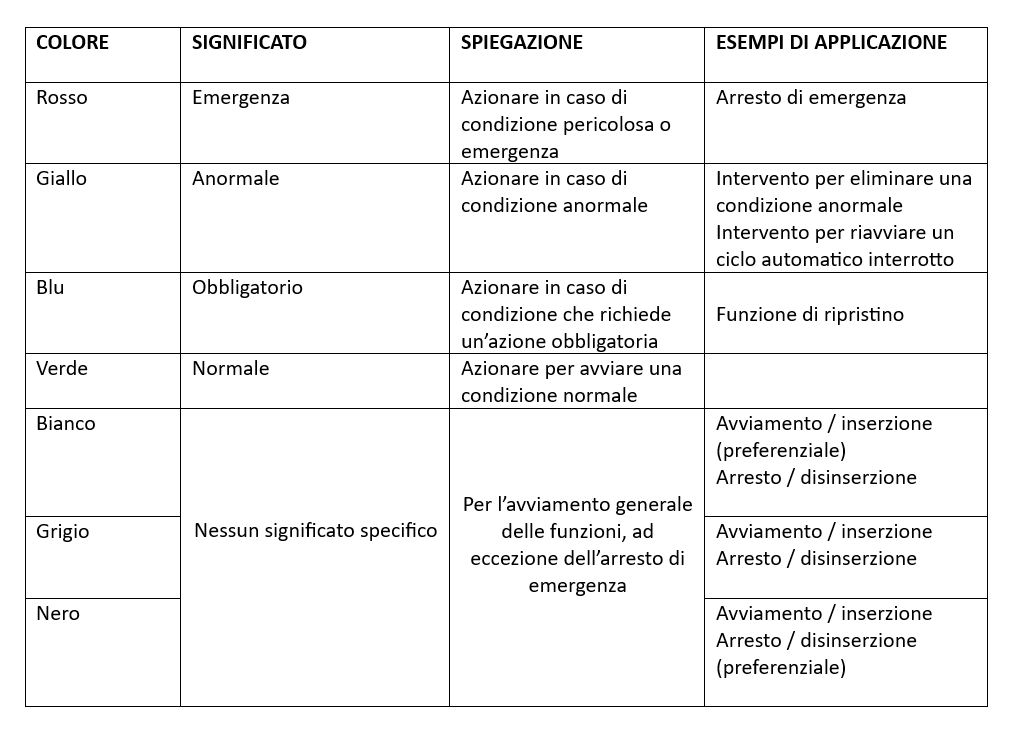
Stop di emergenza e di protezione
Ogni robot deve avere una funzione di arresto di protezione e una funzione di arresto di emergenza indipendente. A seconda della categoria di appartenenza i robot devono avere uno o più funzioni di arresto in caso di emergenza. L’arresto di emergenza deve essere progettato per arrestare rapidamente lil robot in situazioni in cui vi è un rischio immediato per la sicurezza o la salute. È tipicamente avviato da un grande pulsante o interruttore marcati in modo visibile facilmente accessibile agli operatori. Una volta attivato, un arresto di emergenza arresta il robot il più rapidamente possibile, annullando il normale funzionamento e spegnendone l’alimentazione. Gli arresti di emergenza sono utilizzati per rispondere a emergenze impreviste, come malfunzionamenti delle apparecchiature, lesioni dell’operatore o presenza di pericoli nell’area di lavoro.
Lo stop di protezione è un arresto di sicurezza dei robot che mantiene attiva la programmazione in modo da consentire un riavvio senza perdita di operatività.
Protezioni
I sistemi di sicurezza includono dispositivi come sensori di sicurezza, tastiere di emergenza, barriere fotoelettriche e altri dispositivi che possono rilevare movimenti non sicuri o situazioni potenzialmente pericolose. Inoltre, vengono impiegati sistemi di controllo intelligenti che possono fermare il robot in caso di emergenza o ridurre la velocità delle operazioni in presenza di ostacoli imprevisti.
Per quanto riguarda lo stoccaggio, il trasporto e l’imballaggio dei robot industriali, è importante garantirne la sicurezza durante tutte le fasi del ciclo di vita. Le protezioni fisiche e i sistemi di sicurezza devono essere progettati in modo da prevenire danni ai robot durante le operazioni di movimentazione e trasporto, evitando danni alla struttura e ai componenti sensibili.
La limitazione della temperatura è un altro aspetto critico da considerare nella progettazione dei sistemi di sicurezza dei robot industriali. Si deve monitorare costantemente la temperatura dei componenti critici dei robot per prevenire surriscaldamenti e danneggiamenti. Allo stesso tempo è importante garantire la corretta dissipazione del calore prodotto durante il funzionamento del robot.
L’energia elettrica, pneumatica e idraulica utilizzata dai robot industriali deve essere gestita in modo sicuro per prevenire il rischio di incidenti o guasti. I sistemi di alimentazione devono essere progettati secondo standard di sicurezza specifici e devono essere regolarmente manutenuti e verificati per garantirne il corretto funzionamento.
Le classi di robot, Classe I e Classe II, definiscono le specifiche livello di sicurezza richieste per garantire un ambiente lavorativo sicuro per gli operatori. I robot di Classe I sono dotati di maggiori protezioni fisiche e sistemi di sicurezza rispetto ai robot di Classe II, che richiedono una maggiore supervisione umana durante le operazioni.
Infine, bisogna considerare anche la cybersicurezza nella progettazione dei robot industriali, poiché la crescente interconnessione tra i dispositivi rende i robot vulnerabili ad attacchi informatici.
I robot mobili
I robot mobili sono macchine in grado di spostarsi autonomamente all’interno di uno spazio definito, senza la necessità di una guida esterna. Questi robot possono essere progettati per svolgere varie attività, come il trasporto di merci, la sorveglianza, la pulizia e molte altre funzioni.
I robot mobili possono essere classificati in base alla loro forma di locomozione, che può essere a ruote, cingoli, gambe o anche aerei. Le caratteristiche principali di un robot mobile includono la capacità di navigare in modo autonomo, evitando ostacoli e raggiungendo i punti desiderati, la capacità di comunicare con sistemi esterni per ricevere istruzioni o inviare informazioni, e la robustezza fisica per resistere agli ambienti complessi e alle sollecitazioni quotidiane.
Questa tipologia di robot deve essere dotata di dispositivi per evitare collisioni o incidenti; i robot mobili devono potersi arrestare automaticamente in caso di emergenza. inoltre gli operatori devono poter facilmente controllare ed eventualmente disattivarli se necessario.
I robot collaborativi
I robot collaborativi sono progettati per lavorare a stretto contatto con noi, collaborando e interagendo. Esistono diverse tipologie di robot collaborativi, ognuna con specifiche funzionalità che si adattano alle diverse esigenze lavorative.
Essi possono essere divisi in diverse categorie in base alle loro caratteristiche e funzionalità. Una tipologia comune è rappresentata dai robot collaborativi dotati di sensori avanzati che permettono loro di percepire l’ambiente circostante e adattarsi alle variazioni in tempo reale. Questi robot sono in grado di eseguire compiti che richiedono una certa flessibilità e capacità di adattamento, come ad esempio il pick and place di oggetti di forme diverse e dimensioni variabili.
Altra tipologia importante è rappresentata dai robot collaborativi dotati di sistemi di visione artificiale, che permettono loro di riconoscere oggetti e persone e interagire con essi in modo sicuro ed efficace. Questi robot sono particolarmente adatti per svolgere attività di ispezione e controllo qualità, dove è richiesta una elevata precisione e accuratezza nell’identificazione degli elementi analizzati.
Un’altra categoria di robot collaborativi molto diffusi è rappresentata dai robot manipolatori, dotati di bracci meccanici in grado di eseguire movimenti complessi e precisi per svolgere attività di assemblaggio, montaggio o manipolazione di materiali. Questi robot sono spesso impiegati in linee di produzione industriali per automatizzare processi ripetitivi e migliorare l’efficienza produttiva.
Infine, esistono anche robot collaborativi mobili, dotati di sistemi di navigazione autonomi che permettono loro di spostarsi in modo autonomo all’interno degli ambienti lavorativi e svolgere diverse attività in diversi punti della fabbrica o del magazzino. Queste tipologie di robot sono sempre più utilizzate nelle industrie per ottimizzare la logistica interna e aumentare la flessibilità e la produttività dei processi lavorativi.
Gestione del rischio e valutazione della conformità
Il Regolamento UE in materia di macchine impone che i fabbricanti di robot adottino un approccio basato sul rischio per garantire la sicurezza dei loro prodotti. Questo significa che la gestione del rischio e la valutazione della conformità devono essere parte integrante del processo di progettazione e produzione dei robot secondo la norma EN ISO 102018.
La gestione del rischio inizia con l’identificazione e l’analisi di tutti i potenziali pericoli che il robot potrebbe presentare durante il suo utilizzo. Questo può includere rischi legati alla movimentazione meccanica, all’interazione uomo-macchina, alla presenza di sostanze pericolose o alla possibilità di incidenti dovuti a malfunzionamenti del sistema. Una volta individuati i rischi, è necessario valutarne la gravità e la probabilità di occorrenza, al fine di definire le misure preventive e protettive da adottare.
La valutazione della conformità riguarda invece il rispetto dei requisiti normativi e delle specifiche tecniche previste dalla normativa EN ISO 102018. Questi requisiti riguardano diverse aree, tra cui la progettazione e costruzione del robot, l’installazione e messa in servizio, l’uso sicuro del robot e la manutenzione corretta. Inoltre, è importante tenere conto delle specifiche esigenze dei settori in cui il robot sarà impiegato, ad esempio nel settore industriale, sanitario o agricolo.
L’implementazione di apposite misure di protezione e sicurezza rappresenta un altro aspetto fondamentale sia in ambito hardware sia software.